Lavtryksstøbning
Hvad er lavtryksstøbning
Lavtryksstøbning betyder, at formen generelt placeres over en lukket digel, og trykluft indføres i diglen for at forårsage et lavt tryk (0.06 ~ 0.15 MPa) på overfladen af det smeltede metal, så det smeltede metal stiger fra stigrør til at fylde formen og kontrollere størknet støbemetode. Denne støbemetode har god tilførsel og kompakt struktur. Det er let at støbe store og tynde vægge komplekse støbegods uden stigrør, og metalgenvindingsgraden kan nå 95%. Ingen forurening, let at realisere automatisering. Udstyrsomkostningerne er dog høje, og produktionseffektiviteten er lav. Generelt brugt til støbning af ikke-jernholdige legeringer.
Lavtryksstøbning er en støbemetode, hvor flydende legering presses ind i formhulrummet fra bund til top under tryk og størknes under tryk for at opnå støbning. Den forseglede digel er fyldt med tør trykluft eller inaktiv gas. Ved hjælp af det tryk, der virker på den smeltede metaloverflade, fylder det smeltede metal formen glat langs stigrøret fra bund til top gennem løberen. Fyldningstrykket er generelt 20 ~ 60 kPa. Når støbningen er helt størknet, frigøres gastrykket på den flydende overflade, så det ikke-størknede smeltede metal i stigrøret og løberen løber ind i diglen med sin egen vægt, derefter åbnes formen og støbningen taget ud.
Produktionsprocessen med lavtryksstøbning inkluderer følgende fire grundlæggende procedurer:
- - Metalsmeltning og forberedelse af forme eller støbeforme.
- - Forberedelser inden hældning: inklusive digeltætning (montering af forseglingsdæksel), fjernelse af slagge i stigrør, måling af væskeniveau, tætningstest, formtilpasning, stramning af form eller skimmel osv.
- - Hældning: inklusive væskeløft, fyldning, tryk, størkning, trykaflastning og køling osv.
- - Afformning: inklusive løs støbning og udstøbning.
Anvendelsen af støbning med lavt tryk
Lavtryksstøbning er den tidligste anti-tyngdekraftstøbningsteknologi, og den er blevet brugt i industriel produktion siden 1940'erne. Lavtryksstøbning er almindelig trykstøbning, og ikke-stressede dele kan bruge denne proces. I dag bruges lavtryksstøbning hovedsageligt til at producere aluminiumslegering og magnesiumlegeringsdele, såsom bilhjul i bilindustrien, cylinderblokke, topstykker, stempler, missilskaller, løbehjul, vindstyrhjul og andre støbninger med komplekse former og høje kvalitetskrav i bilindustrien.Når lavtryksstøbning anvendes til fremstilling af støbt stål, såsom hjul af støbt stål, skal stigrøret være lavet af specielle ildfaste materialer. Lavtryksstøbning kan også anvendes på små kobberlegeringsstøbegods, såsom rørbeslag, hanhaner i badeværelser osv. Teknologien er blevet industrialiseret i udlandet.

Funktionerne ved lavtryksstøbning
Lavtryksstøbning kan bruge sand, metal, grafit osv. Påfyldningsprocessen adskiller sig fra tyngdekraftsstøbning såsom metalstøbning og sandstøbning, og den er også forskellig fra trykstøbning med højtryks- og højhastighedspåfyldning. Det har følgende fordele:
- - Fyldning med rent smeltet metal forbedrer støbegodsens renhed. Da den smeltede slagge generelt flyder på overfladen af det smeltede metal, fyldes lavtryksstøbningen med det smeltede metal i den nederste del af diglen gennem stigrøret, hvilket fuldstændigt undgår muligheden for, at det smeltede slagge kommer ind i formhulrummet .
- - Fyldningen af flydende metal er stabil, hvilket reducerer eller undgår tumling, stød og stænk af det flydende metal under fyldning og derved reducerer dannelsen af oxideret slagge.
- - Støbningen har god formbarhed. Det smeltede metal fyldes under tryk, hvilket kan forbedre fluiditeten af det smeltede metal, hvilket bidrager til dannelsen af støbegods med klare konturer og glatte overflader, og er mere fordelagtigt for dannelsen af store tyndvæggede støbegods.
- - Støbningen krystalliserer og størkner under tryk, som kan tilføres fuldt ud, og støbestrukturen er tæt.
- - Forbedre udbyttet af smeltet metal. Under normale omstændigheder er der ikke behov for et stigrør, og det ukondenserede metal i stigrøret kan tilbagesvales til diglen til gentagen brug, hvilket i høj grad forbedrer udbyttet af smeltet metal. Generelt op til 90%,
- - Bekvem produktion og drift, gode arbejdsforhold, høj produktionseffektivitet, let at realisere mekanisering og automatisering
- - Lavtryksstøbning har også nogle mangler, udstyr og skimmelinvesteringer er relativt store; i produktionen af støbte aluminiumlegeringer er diglen og stigrøret i kontakt med det smeltede metal i lang tid, hvilket er modtageligt for korrosion og skrot, hvilket også får det smeltede metal til at øge jern og forringe ydelsen.
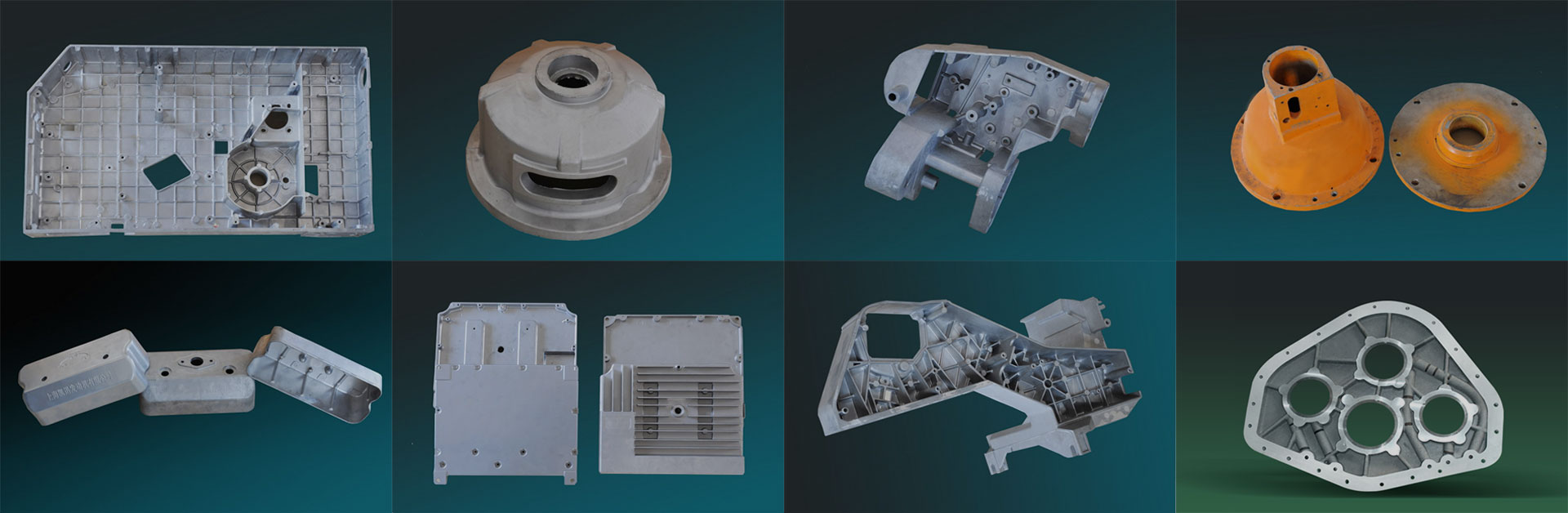
Forskellige typer produktionsscenario for støbning ved lavtryk
Minghe overholder altid kundens krav og virksomhedens servicestandarder. I ethvert link til formdesign, støbeformssamling, fejlfinding af skimmelsvampe, produktion af formstøbning, støbeproces osv. Er der dedikerede ingeniører, der holder dig på telefonen;

| Butik med lavtryksstøbegods 1 ▶ |

| Butik med lavtryksstøbegods 2 ▶ |

| Butik med lavtryksstøbegods 3 ▶ |

| Butik med lavtryksstøbegods 4▶ |

| Butik med lavtryksstøbegods 5▶ |

| Multifunktionel bore- og tappemaskine▶ |

| Aluminiumslegering produkter, der slukker-hærder udstyr ▶ |

| Afluft hydraulisk presse▶ |

| Furnace▶ |

| Lavtrykshældningsudstyr-kerne skalmaskine▶ |

| Hældemaskine med lavt tryk▶ |

| Produkt til gearkasse med lavtryksstøbning▶ |
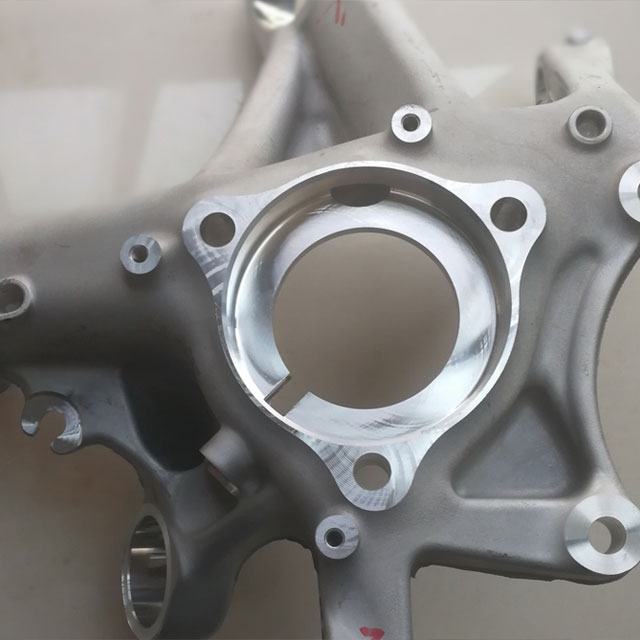
Minghe-casestudierne om lavtryksstøbning
Minghe Casting-fabrikationsservices er tilgængelige til både design til virkelighed og lav til høj volumenproduktion af dine trykstøbningsdele, sandstøbningsdele, investeringsstøbedele, metalstøbedele, tabte skumstøbedele og mere.






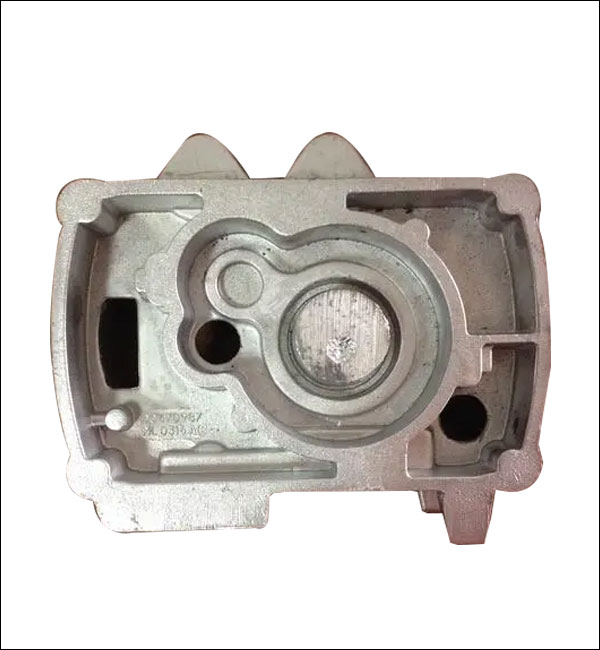


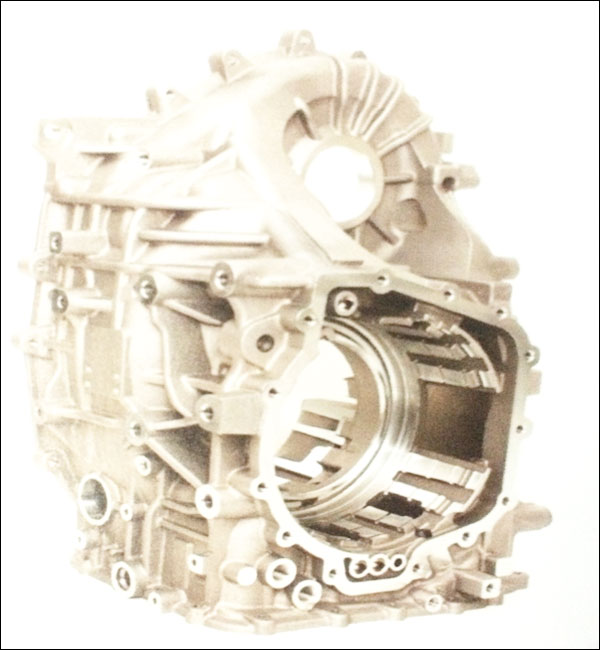


Gå til Vis flere Casting Parts Cases Studies >>>
Vælg den bedste leverandør til lavtryksstøbning
I øjeblikket eksporteres vores lavtryksstøbedele til Amerika, Canada, Australien, Storbritannien, Tyskland, Frankrig, Sout Africa og mange andre lande over hele verden. Vi er ISO9001-2015 registreret og også certificeret af SGS.
Vores specialfremstillede lavtryksstøbningstjeneste leverer holdbare og overkommelige støbegods, der opfylder dine specifikationer for bilindustrien, medicinsk, luftfarts-, elektronik-, fødevare-, byggeri-, sikkerheds-, marine- og flere industrier. Hurtigt til at sende din forespørgsel eller indsende dine tegninger for at få et gratis tilbud på kortest mulig tid. Kontakt os eller e-mail salg@hmminghe.com for at se, hvordan vores medarbejdere, udstyr og værktøj kan give den bedste kvalitet til den bedste pris til dit lavtryksstøbeprojekt.
Vi leverer Casting Services inkluderer:
Minghe Casting-tjenester, der arbejder med sandstøbning, metalstøbning, investeringstøbning, mistet skumstøbning og mere.
Sandstøbning
Sandstøbning er en traditionel støbeproces, der bruger sand som det vigtigste modelleringsmateriale til fremstilling af forme. Tyngdekraftstøbning bruges generelt til sandforme, og lavtryksstøbning, centrifugalstøbning og andre processer kan også bruges, når der er særlige krav. Sandstøbning har en bred vifte af tilpasningsevne, små stykker, store stykker, enkle stykker, komplekse stykker, enkeltstykker og store mængder kan bruges.
Permanent støbning af støber
Permanent støbning af støber har lang levetid og høj produktionseffektivitet, har ikke kun god dimensionel nøjagtighed og glat overflade, men har også højere styrke end sandstøbning og er mindre tilbøjelige til at blive beskadiget, når det samme smeltede metal hældes. Derfor, ved masseproduktionen af mellemstore og små ikke-jernholdige metalstøbegods, så længe støbematerialets smeltepunkt ikke er for høj, foretrækkes metalstøbning generelt.

Investeringsstøbning
Den største fordel ved investering støbning er, at fordi investeringsstøbegods har høj dimensionel nøjagtighed og overfladefinish, kan de reducere bearbejdningsarbejdet, men efterlader lidt bearbejdningstillæg på de dele, der har højere krav. Det kan ses, at brugen af investeringsstøbemetoden kan spare en masse værktøjsudstyr og forarbejdning af arbejdstimer og i høj grad spare metalråvarer.
Mistet skumstøbning
Mistet skumstøbning er at kombinere modeller af paraffinvoks eller skum svarende til støbestørrelse og form i modelklynger. Efter børstning og tørring af ildfaste belægninger begraves de i tørt kvartssand til vibrationsmodellering og hældes under negativt tryk for at forgaste modellen. , Det flydende metal indtager modelens position og danner en ny støbemetode efter størkning og afkøling.

Die Casting
Die-casting er en metalstøbningsproces, der er kendetegnet ved at anvende højt tryk på det smeltede metal ved hjælp af formens hulrum. Forme er normalt lavet af legeringer med højere styrke, og denne proces svarer noget til sprøjtestøbning. De fleste støbegods er jernfri, såsom zink, kobber, aluminium, magnesium, bly, tin og bly-tin-legeringer og deres legeringer. Minghe har været Kinas top trykstøbningsservice siden 1995.
Centrifugalstøbning
Centrifugalstøbning er en teknik og metode til indsprøjtning af flydende metal i en højhastigheds-roterende form, så det flydende metal er centrifugalbevægelse for at fylde formen og danne en støbning. På grund af centrifugalbevægelsen kan det flydende metal fylde formen godt i radial retning og danne den frie overflade af støbningen; det påvirker metalets krystallisationsproces og forbedrer derved de mekaniske og fysiske egenskaber ved støbningen.

Lavtryksstøbning
Lavtryksstøbning betyder, at formen generelt placeres over en forseglet digel, og trykluft indføres i diglen for at forårsage et lavt tryk (0.06 ~ 0.15 MPa) på overfladen af det smeltede metal, så det smeltede metal stiger fra stigrøret til fyld formen og kontroller størknet støbemetode. Denne støbemetode har god tilførsel og tæt struktur, let at støbe store tynde vægge komplekse støbegods, ingen stigrør og en metalgenvindingsgrad på 95%. Ingen forurening, let at realisere automatisering.