
Montering og test
MONTERING OG TESTING
Fremskridtet ved Minghe-forsamlingen
Minghe Die Casting tilbyder fleksible, omkostningseffektive nøglefærdige løsninger med integreret produktion af underenheder og færdige produktionsklare enheder.
Vi hos MINGHE CASTING har faciliteter og ekspertise til at udføre mange typer samling og test. Produktsamling sikres for at opretholde den højeste kvalitetsstandard samt effektive drejningstider ved hjælp af samlebånd i store mængder.
Fra enkel mekanisk samling og trykprøvning til elektrisk samling og test med en netværksanalysator. Dette giver dig mulighed for at købe et færdigt produkt i stedet for kun en komponent.
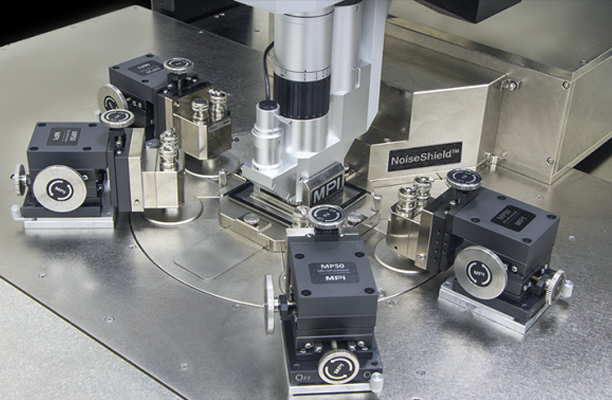
Elektronisk testudstyr bruges til at skabe stimulussignaler og opfange svar fra elektroniske enheder. Den korrekte funktion af den elektroniske enhed kan bekræftes eller være mangelfuld i enheden, som kan spores og repareres. Brug af elektronisk testudstyr er afgørende for enhver form for arbejde på elektroniksystemer.
 |
 |
 |
 |

Vores forsøg og bestræbelser på mere bekvem samling
Uanset om du har brug for simpel hardwareindsættelse eller kompliceret mekanisk samling, kan Minghe Die Casting give tidsbesparende og omkostningseffektive tjenester til dit projekt. Vi styrer dit komplette projekt fra prototyper, støbning, bearbejdning, lagerindkøb og montering. Vi kan også levere kitting af delmonterede dele til din produktionslinje og reparationssæt. Fra små mekaniske underenheder til komplekse elektromekaniske kabinetter skræddersyr vi monteringsløsninger til dine nøjagtige behov.
1. Strukturen af trykstøbning
Med den brede anvendelse af CNC-bearbejdningsteknologi fortsætter kompleksiteten af strukturen af trykstøbegods med at stige. Ved behandlingen af nogle trykstøbninger er positionering og fastspænding meget vanskelig, og de er ikke egnede til multipel positionering og fastspænding. Engangsformningsteknologien til samlet bearbejdning er at rotere og dreje arbejdsbordet i henhold til vinklen på det vandrette eller lodrette-vandrette konverteringsbearbejdningscenter-værktøjsmaskine til at behandle alle ansigterne og hullerne på trykstøbningsdelen på én gang og opfylder derefter alle de geometriske tolerancekrav på tegningen. Den del, der er forbundet med proceshåndtaget, er lagdelt og formalet for at adskille proceshåndtaget fra emnet.
2. Behandlingsprincip
Udnyt fordelene ved CNC-bearbejdningscentrets multi-vinkel- og retningsbestemte bearbejdningsfordele, brug egenskaberne ved hårdmetalfræseren til at behandle dele med lav deformation ved høj hastighed og lille fremføring, brug den resterende del af profildelen som positionerings- og presningsproceshåndtaget, og brug UG-softwaren til automatisk. Programmeringsfunktionen sikrer konsistensen af de samlede behandlede dele og god sammenhæng mellem alle sider.
3. Implementeringseffekt
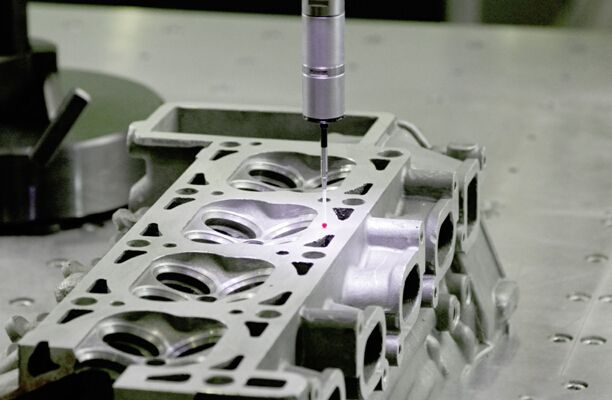
Die-casting dele vedtager integreret bearbejdning og engangsdannende teknologi. Når trykstøbningsdelene masseproduceres, efter tre-koordinatinspektion, er de statistiske data for form og positionsnøjagtighed som følger: K basisplan fladhed ≤ 0.012 mm, M basisplan fladhed ≤ 0.01 mm, M bagside parallel Graden af ≤0.015mm, vinkelretningen på φ30mm til basen af M er ≤0.013mm, vinkelretningen på φ32mm i forhold til basen af K er ≤0.015mm, skæringspunktet på φ30mm og aksen på φ32mm er ≤0.014mm. Ved masseproduktion er formen og placeringsnøjagtigheden af dele stabil, og produktionseffektiviteten forbedres betydeligt.
4. Anvendelse og udvidelse
Engangsformningsteknologien til integreret bearbejdning af dele kan ikke kun bruges i vandrette bearbejdningscentre, men også i lodrette og lodrette-vandrette konverteringsbearbejdningscentre. Die-casting dele kan behandles og formes i et trin på et fem-akset bearbejdningscenter, og proceshåndtagene kan fræses i lag; trykstøbningsdele kan behandles af en omvendt plade på et tre-akset bearbejdningscenter. For at fjerne den resterende procesplatform.
5. Anvendelsen af samlet bearbejdning
Engangsformningsprocessteknologien til integreret bearbejdning af dele bruges hovedsageligt til behandling af dele med vanskelig positionering og fastspænding. Behandlingsprocedurerne kan kombineres for at forbedre arbejdseffektiviteten og sikre nøjagtigheden af form og position; det kan bruges til parret skæring af symmetriske strukturdele for at reducere antallet af fastspænding, hvilket sparer produktionsomkostninger til værktøj; velegnet til højhastigheds- og småfoderscanningsproces lag for lag, skærekraften er lille, skærevarmen er lille under bearbejdning, og trykstøbningsdelene er ikke tilbøjelige til at deformere deformation. Dette bearbejdningskoncept promoveres gradvist i støbefabrikker.
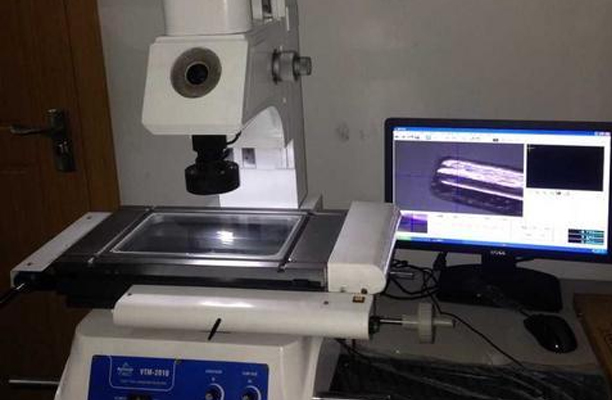
Vores liste over måleudstyr
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|